
![[기계제도] 치수공차와 끼워맞춤 공차](https://blog.kakaocdn.net/dn/b42CYj/btsjJctsOg8/fiD8KfHJPZJt4qF6ebSSHK/img.png)
[기계제도] 치수공차와 끼워맞춤 공차
목차
▣ 치수 공차
허용차는 기준 치수에서 큰 쪽과 작은 쪽의 오차 범위를 주어 가공하게 하는 것을 말하며, 일반 공차라고도 한다.
1. 용어의 뜻
(1) 내측 형체: 대상물의 내측을 형성하는 형체를 말한다.
(2) 외측 형체: 대상물의 외측을 형성하는 형체를 말한다.
(3) 구멍: 주로 원통형의 내측 형체를 말하나, 원형 단면이 아닌 내측 형체도 포함한다.
(4) 축: 주로 원통형의 외측 형체를 말하나, 원형 단면이 아닌 외측 형체도 포함한다.
(5) 치수: 형체의 크기를 나타내는 양을 말하며, 일반적으로 mm를 단위로 나타낸다.
(6) 실 치수: 두 점 사이의 거리를 실제로 측정한 치수를 말한다.
(7) 허용 한계 치수: 형체의 실 치수가 그 사이에 들어가도록 정한, 허용할 수 있는 대·소 2개의 치수로 최대 허용 치수와 최소 허용 치수로 나눈다.
(8) 치수 공차: 최대 허용 한계 치수와 최소 허용 한계 치수의 차를 말하며, 공차라고도 한다.

(9) 기준 치수: 위 치수 허용차 및 아래 치수 허용차를 적용하는 데 따라 허용 한계 치수가 주어지는 기준이 되는 치수를 말한다.
(10) 기준선: 허용 한계 치수 또는 끼워맞춤을 표시할 때의 기준 치수를 말하며, 치수 허용차의 기준이 되는 직선을 말한다.
(11) 치수 허용차: 허용 한계 치수에서 기준 치수를 뺀 값을 말하며, 위 치수 허용차와 아래 치수 허용차로 구분한다.
(12) 위 치수 허용차: 최대 허용 치수에서 기준 치수를 뺀 것을 말한다.
(13) 아래 치수 허용차: 최소 허용 치수에서 기준 치수를 뺀 것을 말한다.
(14) 공차역: 치수 공차를 도시하였을 때, 치수 공차의 크기와 기준선에 대한 위치에 따라 결정하는 최대 허용 치수와 최소 허용 치수를 나타내는 2개의 직선 사이의 영역을 말한다.
(15) 공차역 클래스: 공차역의 위치와 공차 등급의 조합을 말한다.
2. 기본 공차
기본 공차란 치수를 구분하여 공차를 적용하는 것으로 각 구분에 대한 공차의 무리를 공차 계열이라고 한다.
(1) IT(International Tolerance) 기본 공차
IT 기본 공차는 치수 공차와 끼워맞춤에 있어서 정해진 모든 치수 공차를 의미하는 것으로 국제표준화기구(ISO) 공차 방식에 따라 분류하며, IT 01∼ IT 18까지 20등급으로 나누고 정밀도에 따라 표 Ⅰ-3과 같이 적용한다. 또, 기본 공차의 수치는 표Ⅰ-4와 같다.


(2) 치수 허용차에 따른 구멍과 축의 종류
구멍과 축의 종류는 치수 허용차의 수치와 방향에 따라 결정되며, 공차역의 위치를 나타낸다. 구멍의 기초가 되는 치수 허용차는 A부터 ZC까지 영문자의 대문자로 나타내고, 축의 기초가 되는 치수 허용차는 a에서 zc까지 영문자의 소문자로 나타낸다.
① 위 치수 허용차
구멍의 위 치수 허용차는 기호 ES에 따라, 축의 위 치수 허용차는 기호 es에 따라 표시한다.
② 아래 치수 허용차
구멍의 아래 치수 허용차는 기호 EI에 따라, 축의 위 치수 허용차는 기호 ei에 따라 표시한다.
구멍과 축의 기초가 되는 기호의 종류는 그림과 같다.

▣ 끼워 맞춤
기계 부품에는 구멍과 축이 결합되는 경우가 많으며, 구멍과 축이 결합될 때 사용 목적과 기능에 따라 헐겁게 결합되는 경우, 꼭 끼워지는 경우, 억지로 결합되는 경우가 있다. 이와 같은 결합 상태는 같은 기준 치수에 구멍과 축에 공차를 어떻게 주느냐에 따라 결합 상태가 결정된다.
1. 끼워맞춤의 틈새와 죔새
(1) 틈새: 구멍의 치수가 축의 치수보다 클 때, 구멍과 축과의 치수의 차를 말한다.
(2) 죔새: 구멍의 치수가 축의 치수보다 작을 때, 조립 전의 구멍과 축과의 치수의 차를 말한다.
2. 끼워맞춤의 종류
끼워맞춤 부분을 가공할 때, 부품 소재의 상태나 가공의 난이도에 의해 구멍을 기준으로 할 것인지 또는 축을 기준으로 할 것인지에 따라 구멍 기준식과 축 기준식으로 나뉜다.

(1) 구멍 기준식 끼워맞춤
아래 치수 허용차가 0인 H 기호 구멍을 기준 구멍으로 하고, 이에 적합한 축을 선정하여 필요로 하는 죔새나 틈새를 얻는 방식으로 H6∼H10의 5가지 구멍을 기준 구멍으로 사용한다.
(2) 축 기준식 끼워맞춤
위 치수 허용차가 0인 h 기호 축을 기준으로 하고, 이에 적당한 구멍을 선정하여 필요한 죔새나 틈새를 얻는 끼워맞춤으로, h5∼h9의 다섯 가지 축을 기준으로 사용한다. 축 기준 끼워맞춤은 주로 핀이나 키와 같은 호환성이 있는 규격품을 사용해야 할 필요가 있는 가공 부위에 사용한다.
3. 끼워맞춤 상태에 따른 분류
(1) 헐거운 끼워맞춤
구멍과 축이 결합될 때 구멍 지름보다 축 지름이 작으면 틈새가 생겨서 헐겁게 끼워 맞추어진다. 제품의 기능상 구멍과 축이 결합된 상태에서 헐겁게 결합되는 것을 헐거운 끼워맞춤이라 하며, 어떤 경우이든 틈새가 있다.


(2) 중간 끼워맞춤
중간 끼워맞춤은 구멍과 축의 주어진 공차에 따라 틈새가 생길 수도 있고, 죔새가 생길 수도 있도록 구멍과 축에 공차를 준 것을 말한다.


(3) 억지 끼워맞춤
구멍과 축이 주어진 허용 한계 치수 범위 내에서 구멍이 최소, 축이 최대일 때도 죔새가 생기고, 구멍이 최대, 축이 최소일 때도 죔새가 생기는 끼워맞춤을 억지 끼워맞춤이라 하며, 어떤 경우이든 항상 죔새가 생기는 끼워맞춤이다.

▣ 공차 기호
1. 치수 공차 기입
(1) 길이 치수의 허용 한곗값 기입 방법
① 기준 치수 다음에 치수 허용차의 수치를 그림과 같이 기입한다.
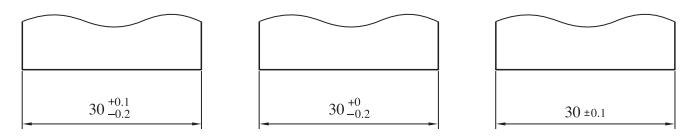
② 허용 한계 치수(최대 허용 치수 및 최소 허용 치수)를 그림과 같이 기입한다. 이때 최대 허용 치수는 위쪽에 최소 허용 치수는 아래쪽에 기입한다.

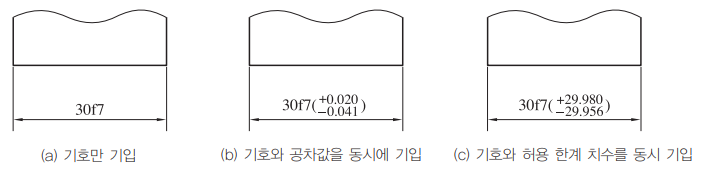
(2) 치수의 허용 한계를 치수 허용차의 기호에 의하여 지시하는 경우에는 그림과 같이 기준 치수 뒤에 허용차를 기입하거나, 위, 아래 치수 허용차를 기호 다음의 괄호 안에 덧붙여 기입하는 어느 한 가지 방법에 따른다.
2. 조립한 상태에서 치수의 허용 한곗값 기입
(1) 치수의 허용 한계를 수치에 의하여 지시하는 경우
① 조립된 부품에 대하여 각각의 기준 치수 및 치수 허용차를 그림과 같이 치수선 위쪽에 기입하고, 기준 치수 앞에 부품 명칭 또는 부품 번호를 인출하여 기입한다. 또, 어떤 경우에든 구멍의 치수는 축의 치수 위쪽에 기입한다.
② 앞의 경우 그림 Ⅰ-116(b)와 같이 위 치수선을 생략하고 기준 치수를 공통으로 하여 기입해도 된다.

(2) 치수의 허용 한계를 치수 허용차 기호에 의하여 지시하는 경우 조립한 상태에서의 기준 치수와 각각의 치수 허용차 기호를 그림과 같이 기입해도 된다.

3. 각도 치수의 허용 한곗값 기입
각도 치수의 허용 한계 기입 방법은 길이 치수의 허용 한계를 그림과 같이 수치에 의하여 공차를 기입한다.

4. 허용 한계를 기입할 때의 일반 사항
(1) 기능에 관련되는 치수와 허용 한계는, 기능을 요구하는 부위에 그림과 같이 직접 기입한다.

(2) 여러 개의 관련 치수에 허용 한계를 지시하는 경우
① 직렬 치수 기입 방법으로 치수를 기입할 때에는 치수 공차가 누적되므로 공차의 누적이 기능에 관계가 없는 경우에만 사용한다.
② 중요도가 낮은 치수는 그림과 같이 기입하지 않거나 괄호를 붙여서 참고 치수로 기입한다.

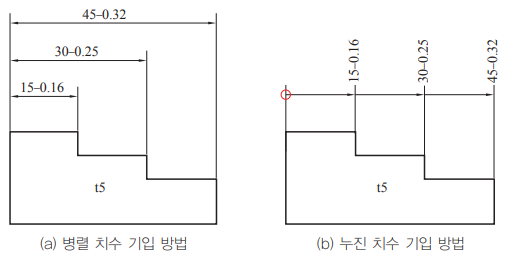
(3) 병렬 치수 기입 방법과 누진 치수 기입 방법에서 기입하는 치수 공차는 다른 치수의 공차에 영향을 주지 않는다. 이때, 공통된 쪽의 치수 보조선 위치 또는 치수 기점의 위치는 그림과 같이 기능 및 작동과 가공 등의 조건을 고려하여 선택한다
※ 출처 및 인용
•교육과학기술부(2009). 고등학교 기계 제도. 서울: 두산동아(주).
•기술표준원(1999). KS B 0161(표면 거칠기 정의 및 표시). 한국표준협회.
•___________(1988). KS B 0401(치수 공차 및 끼워맞춤). 한국표준협회.
•___________(2007). KS B 0608(기하 공차의 도시 방법). 한국표준협회.
•김성도 외 6(2006). 기계 제도. 서울: 두양사.
•송요풍(2008). 기계 제도 실기. 서울: 한국산업인력공단.
•송요풍(2009). 기계 제도. 서울: 한국산업인력공단.
•오정국, 염상길(2009). 기계 제도. 서울: 형설출판사.
•이미란, 양우정(2007). 기계 실무 도면 드로잉. 서울: 대가.
•이봉구, 오장석(2008). KS 규격에 따른 기계 설계 및 도면 해석. 서울: 도서출판 과학기술.
•이종원, 김복기, 김지환(2000). 기계 제도. 서울: 청문각.
•조인주, 김동선, 임병헌(2009). 기계제도실기. 서울: 한국산업인력공단.
•최호선, 이근희(2009). 도면해독 이론과 실제. 서울: 성안당.
•편집부(1998). KS 설계 데이터 및 도표 핸드북. 서울: 일진사.
•홍장표, 이성범(2008). 기계 요소 설계-포인트. 서울: (주)교보문고.
끝까지 읽어주셔서 감사합니다.
공감과 구독, 그리고 댓글은
저의 블로그 활동에
큰 원동력이 됩니다.
오늘도 좋은 하루 보내세요♥
[기계제도] 도면 치수 기입 방법/기준
제도] 도면 치수 기입 방법/기준 1. 치수 기입의 원리 및 원칙 도면에 표시되는 것 중에 가장 중요한 것 중 하나가 치수이다. 도형이 올바르게 그려져도 치수 기입이 잘못되면 완전한 제품을 만들
sugarlessgum.tistory.com
[기계 제도] 도면 양식 규격 및 투상도(제1각법,제3각법)
도면 크기 도면은 일정한 크기로 만들어져야 하며, 표I-1과 같이 기계제도 규격이 있다. 한국산업표준(KS A 0005)에 따라 도면용지의 크기는 A열 사이즈(A0~A4)를 사용하고, 신문이나 교과서, 미술 용
sugarlessgum.tistory.com
[기계제도] 특수 형상(키홈 등) 치수기입 방법
1. 키 홈 치수 기입 (1) 축의 키 홈 치수 기입 풀리나 기어 등을 고정하기 위한 축의 키 홈의 나비, 깊이, 길이, 위치 및 끝 부분 등의 치수는 아래와 같이 기입한다. ① 축의 끝까지 가공된 키 홈의
sugarlessgum.tistory.com
재질별 KS 규격, JIS 규격 비교, KS 재질규격
https://standard.go.kr/KSCI/portalindex.do e-나라 표준인증 standard.go.kr KS 규격 KS 규격은 대한민국의 국가 표준화 기구인 한국표준협회(KS)에서 제정한 표준화 규격을 의미합니다. KS 규격은 다양한 산업 분
sugarlessgum.tistory.com
[기계제도] 용접 종류 및 기호, 도면 용접기호 표기 방법
[기계제도] 용접 종류 및 기호, 도면 용접기호 표기 방법 용접기호는 용접 조건을 규정하기 위한 도면 내 기호입니다. 용접부 구조의 형상에 대한 정보와 용접 위치, 용접 구간, 용접 후 마감처리
sugarlessgum.tistory.com



